Zu der Erkenntnis, dass Sprache wichtig ist, gelangte ich erst recht
spät. Daher bitte ich um Verständnis, was einige Fehler angeht, und
hoffe, dass meine alten Arbeiten trotzdem den einem oder anderen
nützen.
Löten (mit zuführen des Lotes während des Erwärmens)
Löten (mit zuführen des Lotes während des Erwärmens)
Löten ist eine wichtige Möglichkeit Werkstoffe miteinander zu
verbinden.
Einige Anwendungen:
--> Man braucht dichte Lötstellen um zum Beispiel Behälter oder Rohre
zu verbinden oder herzustellen.
--> Unauffällige Lötstellen sind bei Kunst (zum Beispiel bei Pokalen)
sehr wichtig.
--> Lötstellen mit guter elektrischer Leitfähigkeit braucht man in der
Elektrotechnik sehr häufig.
--> Und mechanisch feste Lötstellen braucht man bei der
Kraftübertragung.
Um eine Lötstelle anzulegen geht man folgendermaßen vor:
1.) Lötstelle mechanisch reinigen. Dies macht man zum Beispiel mit
Schmörkelpapier. Dieser Arbeitsschritt entfernt die sich auf dem
Werkstoff befindende Oxid-Schicht. Nach der mechanisch Reinigung
sollte die Stelle noch mit einem Lappen nachwischt werden, dies
soll die losen Oxid-Teilchen entfernen. Wenn man diesen Schritt
ignoriert hat das Lot (Lötzinn) beim späterem Löten keine Chance
sich mit dem Werkstoff zu verbinden, da es ihn garnicht
erreicht. Das Lot ist nur "Aufgebapt". Auch das nachwischen mit
einem Lappen ist sehr wichtig, denn das Lot soll sich mit dem
Werkstück und nicht mit den Oxid-Teilchen verbinden.
2.) Lötstelle mit Flußmittel (z.B. Lötfett) bestreichen, gleich nach
der mechanischen Reinigung. Das Flußmittel hat den Sinn
verbliebende Oxid-Teilchen und die neu entstandene Oxid-Schicht zu
entfernen. Das Flußmittel beginnt mit seiner Arbeit erst beim
Löten, da es dann erst die Arbeitstemperatur erreicht. Man sollte
das Flußmittel mit Verstand auftragen. Zuviel und wir ertrinken
oder zuwenig und die Lötstelle ist von minderer Qualität. Wird
kein Flußmittel verwendet ist die Lötstelle nicht gut. Ihr Halt
läßt meistens zu wünschen übrig.
3.) Starten, Reinigen und Verzinnen des Lötkolbens. Unter
Umständen ist es Sinnvoll das einschalten des Lötkolbens auf ein
früheren Zeitpunkt zu verlegen, da der Lötkolben meistens sehr
lange braucht, bist er Betriebstemperatur erreicht hat. Aber
Achtung: Viele Lötkolben haben keine Temperaturregelung. Sie
können schnell überhitzen. Dies führt dazu daß das auf dem
Lötkolben befindliche Lot verbrennt. Reinigen: Die Spitze des
Lötkolbens ist zuerst mit einer Drahtbürste zu reinigen. Bei sehr
harten Fällen kann man, wenn der Lötkolben eine Voll-Kupfer-Spitze
hat, mal mit der Feile drübergehen. Zum Nachreinigen und Verzinnen
hält man den heißen Lötkolben mit einer längeren Lot-Stange in
einen Salmiakstein. Nicht zuviel Lot verwenden. Das Lot sollte die
Lötkolbenspitze gut überziehen aber nicht Tropen. Vorsicht: Die
Lot-Stange wird sehr schnell heiß.
4.) Löten. Mit dem heißem Lötkolben die vorbereitete Lötstelle
berühren. Bei erreichen der Arbeitstemperatur Lot zuführen und
verteilen. Man sollte nicht zu viel oder zuwenig Lot
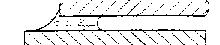
verwenden. Das Lot zieht sich, Dank der Kapillarwirkung in den
Spalt zwischen den Werkstücken. Das Lot muß den ganzen Spalt
ausfüllen. Das erkennt man daran, das es auf der anderen Seite
wieder rausquillt. Mehr Lot solle man nicht verwenden, da es nicht
gut aussieht und verschwendung ist.
5.) Lot erschütterungsfrei erstarren lassen. Man darf beim abkühlen
das Werkstück nicht mehr bewegen, dar dies die Lötung versaut.
6.) Lötstelle Säubern und Prüfen. Säubern ist sehr wichtig, da das
verbliebene Flußmittel das Werkstück angreifen könnte. Selbst bei
sorgfältigem Löten können Fehler auftreten. Diese sollte beseitigt
werden bevor es zu einem Unfall kommt. Man sollte weiterhin daran
denken, das das Werkstück nur sehr langsam abkühlt und so noch
lange nach der Lötung noch sehr weh tuen kann.
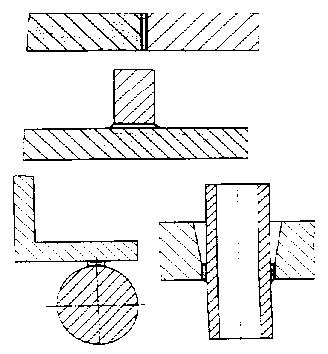
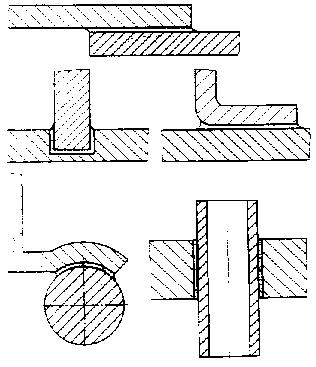
Der Abstand zwischen den Werkstücken sollte 0,05 bin 0,2mm betragen.
Man sollte die Lötstellen sinnvoll wählen. Je größer die Lötfläche,
desto besser der Halt. Auf der Rückseite einige Beispiele.
Anlagen:
Siehe auch:
ACHTUNG: Dieser Test unterliegt der GPL!
 Impressum/Note Datenschutzerklärung
Impressum/Note Datenschutzerklärung
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}